The art of Welding requires a steady hand and an eye for detail. At the same time, it’s something that you have to be born into.
To do their job well, welders should have detailed knowledge of the various techniques used within this industry, which includes knowing about different joint types.
Welding JNTs can make your day easier by ensuring every part fits together perfectly with no leaks or imperfections. Welding is a versatile process that can be used for countless applications.
The American Welding Society (AWS) defines Welding as “the manner in which materials fit together,” and they provide different types of welds depending on what job you’re doing at any given time.
Welders use a variety of welding joints to connect pieces of metal together. Different welding joints have different features and are used for different purposes.
In this blog post, we will discuss the most common types of welding joints: butt welds, corner welds, lap welds, and tee welds. We will also provide examples of how each type of joint is used. Stay tuned.
What Are Welding Joints?
Welding joints and welding is an amazing process that joins two pieces of metal or plastic together at the edge. The welder can be used in a variety of ways, such as joining pipes and tanks for watermelons on trucks with their signature red tops.
Welding is a fascinating and complex process. There are numerous factors to consider when deciding how to weld two pieces of metal together, such as the material you’re using for them both–and which welding style will be most effective in creating your desired joint?
As well, there’s type or position on where these parts need each other- along with their orientation relative not just side by side but also up vs. down (or vice versa).
Making sure all these different considerations have been accounted for thoroughly can make things much easier later, so don’t get caught short.
Types of Welding Joints: Understanding Their Differences
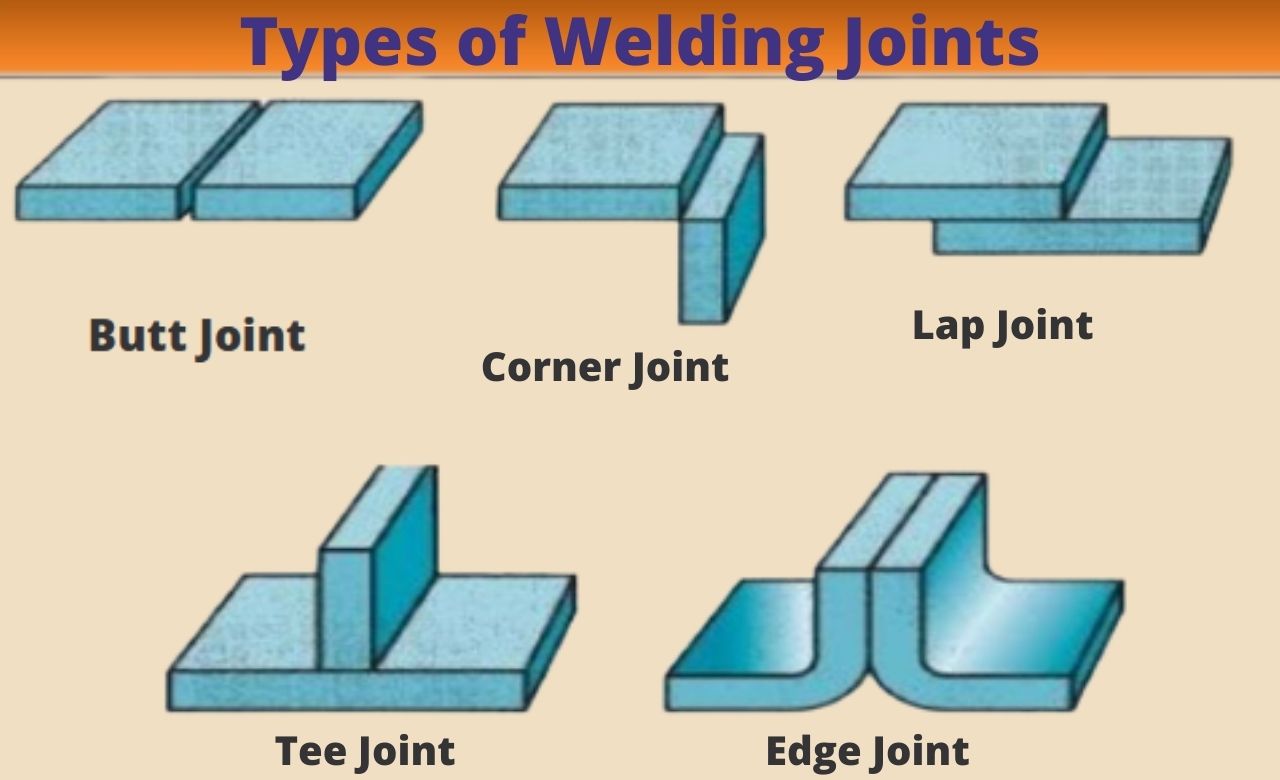
Welding is a very common form of construction for most building types. The five basic welding joints that are used in industry can be categorized by their type and function, according to the AWS, are:
- Butt joint
- Tee joint
- Corner joint
- Lap joint
- Edge joint
| N0. | Type of Joint | Despcription |
| 1 | Butt Joint | Two flat surfaces joined end to end. |
| 2 | Lap Joint | Two overlapping flat surfaces. |
| 3 | T-Joint | A perpendicular joint between a flat surface & vertical surface. |
| 4 | Corner Joint | Two perpendicular surfaces joined at a 90-degree angle. |
| 5 | Edge Joint | Two perpendicular edges joined together. |
| 6 | Tee Joint | A T-joint with a fillet weld. |
| 7 | Fillet Weld | A triangle cross-section weld used to join two surfaces at a 90-degree angle. |
| 8 | Flange Joint | A type of corner joint with a flange or lip for added strength. |
| 9 | Plug Weld | A circular weld used to join two flat surfaces or two overlapping round surfaces. |
| 10 | Slot Weld | A long, narrow weld used to join two overlapping flat surfaces. |
You need the right joint design to weld your project together. A poorly made weld can result in an uneven surface or poor durability, which will make it harder (and more expensive)to finish construction on time with quality standards that you need.
Also See: Welding Titanium – Welding Tips and Tricks
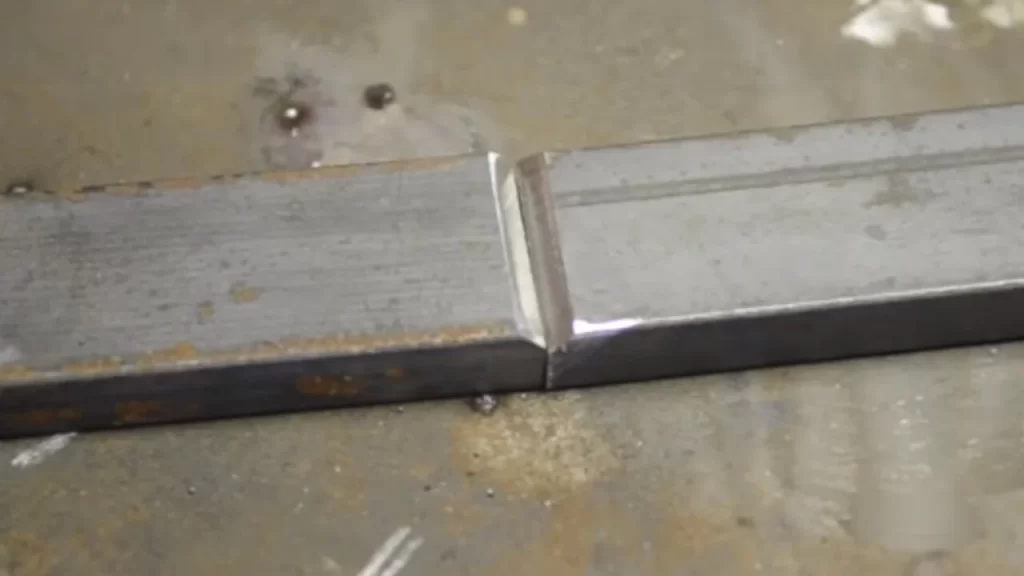
Butt Joint Welding

A butt joint is a welded seam that creates two pieces of metal in the shape of a butt, or in this case, a joint. There’s one major variation that you can apply when preparing these joints for fabrication – grinding off excess material before applying heat, so it doesn’t cause distortion down the line.
There are many different ways to create a butt joint, and each has its own purpose. The shape of the groove, layering involved in creating it as well as width all contribute toward what type you’ll find most frequently on hand tools or large equipment like bridges, for example; however, there’s plenty more variety beyond those three examples.
- Square
- Single bevel
- Double bevel
- Single J
- Double J
- Single V
- Double V
- Single U
- Double U grooves
Tee Joint Welding

Tee welding is a creative and efficient way to join components together. Tee joints have the edges coming together in a ‘T’ shape and at a 90° angle, making them easier than others for fitting between tight spaces or joining different shaped pieces of metal with one another.
Tee joints are another type of fillet weld. They can be formed when a tube or pipe is attached to the base plate, and they provide strength in both directions because it allows for heavier loads on one side than other components that don’t have this feature built-in.
Tee joints are one of the most common types of roofing. They can be created using a few different welding techniques to ensure there is always effective penetration into your shingle or tiles and that you don’t create any gaps where drinking water could get through.”
There are a few different types of joints that can be made when welding two pieces together.
- Plug weld
- Slot weld
- Bevel-groove weld
- Fillet weld
- J-groove weld
- Melt-through weld
- Flare-bevel-groove weld
Welding is an art that requires skill, attention to detail, and patience. There are many different styles of Welding, but it’s important for you to know which one will be right for your project before getting started.
Plug Weld

When spot welding can’t be done, a plug welder is a go-to method for many rally car builders. It has its advantages in that it fits into tight spaces and doesn’t require as much power or heat output from your torch as other styles of Welding like MIG (Metal Inert Gas), which requires more gas input with increased risks.
Also See: Types of Welding Positions: All Main Types
How to use Plug Weld: A Comprehensive guide
This guide will walk you through the process of spot welding if this is something that interests or concerns your work, keep reading.
- It’s important to space your holes roughly 25-40mm apart. The more even the gaps are, the better they will look when painted with enamel paint or acrylics later on! If you’re working with thick metal like cast iron and aluminum, go ahead and use a drill bit size that is larger than 7.5mms since these materials need plenty of extra room for ventilation while still being secure enough not to fall off during normal use.
- With this sheet clamped to the back, you should now have a metal plate that is flush against all four sides.
- Make sure you have the welding torch in position. Center it so that its heat can reach both sides of your wire without touching any other materials, and get ready to weld.
- Before you start welding, it is important that the back sheet of your arc has been properly preheated.
- Make sure the torch is pointing straight into your work piece.
- Now you can start welding with ease.
- To avoid an incomplete weld, make sure that the hole is almost completely full before you move on.
- You’ll want to move the welder in circles while it’s heating up until you reach this point.
The plug welding clamp holds the metal plates together but still lets you get in there with the torch, so you can make welds as good as they come.
This especially applies when performing tee joints with this technique, as it will help ensure that all of these pieces align perfectly and join seamlessly at their intended joint location without any unnecessary movements or distortion during final assembly.
Slot Weld

The base plate is the area that’s being manipulated for a slot weld in tee joints. It has an opening just big enough for something small and flat, like metal pieces or dust classified as “fine particles.”
How to Use Slot Weld: A Comprehensive guide
In addition to its discrete nature, one of the biggest benefits of slot welding is its speed – this is because you only have to make one pass per side. This means that in many cases, filler rods can be eliminated from the welding process.
Slot welds are also very sturdy and can be used in applications where a traditional fillet weld would be impractical.
Slotted holes make for welds that are capable of stretching without breaking, which is why they’re frequently found in aircraft fuselages. They’re even used when attaching the nose to the body.
Though its strength and speed make it ideal for many applications, slot welds are not without their drawbacks. They can be difficult to execute properly, and if done incorrectly, the results can be disastrous.
That said, with a little practice, anyone can learn to use slot welds effectively! So if you’re looking for a strong, fast weld that’s capable of being used in many situations, give slot welding a try.
Now that you have an idea of what slot welding is, here are some common applications for this useful technique.
Slot welds are often used in aviation construction where their strength and flexibility are ideal. Slot welds are also frequently used on sheet metal because they do not require a large amount of filler metal.
Bevel Groove Weld
Are you trying to make a tee joint? Try this easy technique. You will have an incredibly strong connection with the weld if you use bevel groove welding.
Also See: Ideas for how to make money welding in your garage
How to Use Slot Weld: A Comprehensive guide
In order to achieve a perfect “T” shape, you must have your vertical plate bevelled either on the right side or left.
When this is done correctly, there should be an ascending gap from the base plate up into it and then diagonally across for the finished product with both ends angling downward slightly towards each other as if cupping hands around something hot while smiling mischievously just before touching fingers together quickly out of range, so they don’t burn anyone else).
Bevel Groove Welds are a great choice for durable joints. The welding method allows the groove to act like internal stress relieving joint, reducing cracking under pressure and increasing the longevity of your product.
Fillet Weld

In order to create a durable joint for these types of buildings, engineers use fillet weld tee joints. The ends are usually plate girders with stiffeners and end plates that connect it all together into one strong structure that can withstand even the most rigorous conditions.
Fillet Weld is the most common style of arc welding used when performing a Tee Joint. You may have performed these hundreds, if not thousands of times in your career without ever knowing what welders call them – The Wedding Cake Weld.
How to Use Fillet Weld: A Comprehensive guide
Fillet welds are one of the most common types, if not the most used in all kinds of Welding. They are typically stronger than other kinds of welds because they have a larger surface area connecting two pieces together, usually when sticking two pieces side by side at their ends.
They create this strength through the addition of filler material, which is melted and merged with both pieces at the connection point.
Fillet welds add strength to a joint because of their large surface area connecting two pieces together
The critical angle for fillets is 120 degrees; that means that even if you measure lengths and widths correctly, one end will always be thicker than the other.
In order to create a durable joint for these types of buildings, engineers use fillet weld tee joints. These are needed because tee joints allow for high-stress loads, like those involved in the construction of tall buildings.
These welds are also extremely common when welding steel structures to I beams or other structures that can transfer stress through attachments.
They are used frequently because the joint itself, once finished properly, is strong against even the most extreme forces; the welds distribute the force equally between the two pieces of metal being joined, rather than concentrating it all at a single point.
The use of fillet welds is not limited to buildings or other structures; they are also commonly used in repairs and fabrication.
Many times, when something has been damaged, a fillet weld can be used to strengthen the connection and make the repair more permanent.
There are three main types of fillet welds: flat, vertical, and horizontal. Each type is used in specific applications, as determined by the angle of the weld and the position of the pieces being joined.
J-Groove Weld
The J-groove weld is another type of bevel groove that can sometimes be seen on metal surfaces.
The similarities between the two are very subtle, but they both have their own advantages depending upon what kind and where you’re working with them in your project.
How to Use Fillet Weld: A Comprehensive guide
you will have a piece that curves upward. This is done by using bevel groove welding on both pieces and then curving them in opposite directions so they meet at an angle rather than straight across like before where only one was welded flat against another vertical surface (the bottom).
When cutting a bevel groove, it’s important to keep in mind the direction of your line. Bevel grooves are straight and diagonal, but J-groove requires an outward curve near their end that’s not seen otherwise on either type of weld—this is so they can fit into a more tightly confined space than with other shapes.
Then there needs to be some pretty tricky work done when filling those weirdly shaped gaps between pieces made just for this purpose.
Melt-Through Weld
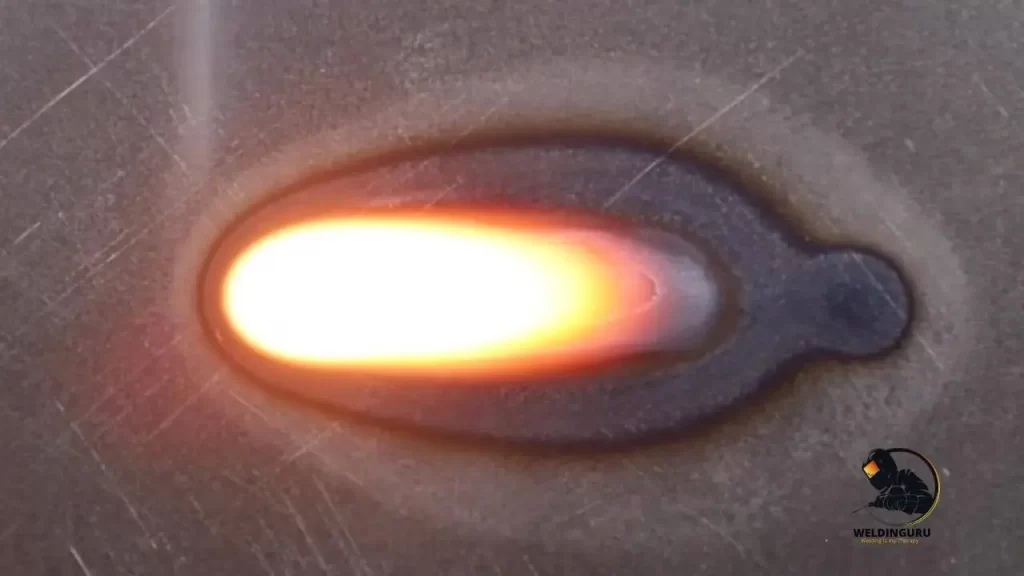
To strengthen the root of a welded joint, you need to do this type of Welding. In this example, it is going through beyond the back plate and being wielded from underneath as well.
How to Use Melt-through weld: A Comprehensive guide
A new, interesting type of weld has been gaining interest among American car builders as a replacement for arc welding. This is called melt-through or laser beam welding.
The concept has been around since the 1860s but has only recently been perfected as a reliable method of joining two pieces of metal together.
Melt through Welding — also called laser beam welding, laser welding, or direct metal deposition (DMD) — is a welding process that uses a focused beam of high-intensity light to melt and join pieces of metal together.
The beam is typically generated by a solid-state laser, which is made up of a number of small lasers that are all aligned in the same direction.
When the beam hits the metal, it melts a small hole in the surface. This hole is then filled with more molten metal from the surrounding area, which causes the two pieces to fuse together.
The process is very precise and can be used to join metals of different thicknesses and compositions. It also produces a very strong weld, making it a popular choice for car builders and other fabricators.
There are a few things you need to know before attempting to weld with a melt-through process. First, it is important to select the right type of metal to weld.
The beam will only penetrate metals that have a low melting point, so some alloys (like stainless steel) are not compatible.
Second, you need to make sure that the pieces you are welding are properly aligned. The beam will only weld where it hits the metal, so if the pieces are not lined up correctly, the weld will be weak and may fail.
Flare-bevel-groove weld

Flare bevel groove welds are used to create corners and tee joints. They’re particularly helpful when you want a round bar attached flat on one side.
How to Use Flare-bevel-groove weld: A Comprehensive guide
The round bar will be resting on top of your base plate, with gaps between them. By performing a flare bevel groove weld, you are able to fill in these two gaps and strongly adhere the pieces together.
This process can be performed by filling in these gaps and then welding them so that there are no more unwanted spaces or open spots on either side, which means less chance for corrosion from water exposure since we don’t have any exposed material outside our protection zone.
Corner Joint Welding
Corner joints are similar to tee welding, but there is a key difference. The metal in corner-type joints meets at either an open or closed position forming what looks like the letter ‘L’ with bends on each side of it—these L shapes can be seen from both inside and out, so they have significance beyond just being aesthetically pleasing.
The most common joints in the sheet metal industry are those that create a seal. These can be found all around us, from frames to boxes and everything else you might imagine.
V-groove, J-groove, U-groove, spot, edge, fillet, corner-flange, bevel-groove, flare-V-groove, and square-groove or butt.
Lap Joint Welding
Lap welding is quickly becoming one of the most popular ways for metalworking professionals to join thicker pieces together.
The process starts by placing your two different-sized sheets on top of each other in an overlapping pattern; then welds can be made from either side depending upon what look you want as well.
Lap joints are not your best option for thicker materials such as steel or aluminum. They can be used on more delicate pieces but should only really ever appear when welding together two different thicknesses that will eventually come into contact with each other at some point during production.
If you’re making furniture out of wood panels that have been assembled using this technique. We will look at the different ways that you can create a lap joint.
- Spot weld
- Bevel groove weld
- J-groove weld
- Flare bevel groove weld
- Plug weld
- Slot weld
Edge Joint Welding
The edge joint can be used to join two pieces of metal or a piece of metal with an angle. When placed together, the edges will meet at right angles and may have one plate that has been bent in order for them not to touch any more than necessary.
So there is no risk of damage from compression accidentally filing off material if you happen to grind against another blade without enough clearance between your own workpiece’s surface.
To ensure the integrity of a weld joint, it must have adequate joining characteristics. The most common stresses that occur in these types of joints come from tensile and compression forces as well as bending or torsion movements when joined together at their bases with no other material between them for support.”
The joint design and welding process both come into play when deciding how well a welded joint will withstand forces.
The type of metal being also joined matters because some metals can handle higher stresses than others before they break or fail under load while being placed under tension by their surroundings.
Edge joints can be made with a variety of different techniques. The following styles are applicable:
- U-groove
- V-groove
- J-groove
- Corner-flange
- Bevel-groove
- Square-groove
- Edge-flange
Now that we have discussed bevel groove and J-groove welding styles in the joint tee section let’s take a look at some others.
V-Groove Weld
The V-shaped weld groove is one way to create an edge on metal surfaces. The butting and nonbutting members have planar surfaces that form this pattern when they come together, or you can make it by having both single beveled edges as well as more complex combinations.
How to Use V-Groove Weld: A Comprehensive guide
A V groove is a type of joint that needs to be filled in order for two pieces with different heights or angles from each other.
In this case, we’re talking about when your material has an edge on either side, and they both have sloped roofs like houses do (so pointy).
If you try joining them without doing so first by placing one tip against another– there will only ever come up at least three sides: top AND bottom plus front but no back! It’s kind of wacky-looking, if I may say so myself.
Edge Flange Weld
Welds applied in preformed openings or grooves between two metal parts are called groove welds.
They can be a square butt, V-shaped JUNCTION (U-) kind of like an upside-down U with pointed ends for making connections at right angles across gaps that may exist when joining different types of metals together without using adhesive tape just yet.
How to Use Edge Flange Weld: A Comprehensive guide
Edge flanges are an easy way to join two pieces of metal without having any gaps or rough edges. You can use this technique for anything from making simple cuts in pipes, joining garden furniture such as benches and chairs together with rust-proof screws – even connecting church bells.
U-Groove Weld
Groove welds are sometimes used to provide an aesthetic touch or create a stronger joint between two pieces of metal. A groove will be made on one side only with the other edge prepared in J form so that when completed, you get this U-shaped appearance as well.
How to Use U-Groove Weld: A Comprehensive guide
The U-groove is a modification of the traditional V shape. Whereas pointed roofs are used on some pieces in order to give them an extra bit more personality, this one has sharper angles and softer lines that create less emphasis but still, look elegant all at once.
The welding process for these types tends not only to be different than what’s been discussed before because they require lining up two sides together instead around their tops or bottoms like we did with our previous examples–though there will always come back around eventually if done correctly during construction time.
Corner-Flange Weld

It’s a great way to create joints in sheet metal parts, including frames and boxes. You can use corner joint welding on both sheets of steel as well aluminum, so it is versatile.
How to Use Corner-Flange Weld: A Comprehensive guide
For some pieces, you need a corner-flange weld. This is when one piece has no edges that flange, and the other does have an edge on either side which can be clamped into it for extra strength or Welding together at different angles if needed – this also works well with round shapes; like bowls.
You will need to connect the straight side of one flange piece with another so that they are aligned. Then weld them together in order for it to secure properly and make sure there aren’t any gaps.
Joints Welding Beats Riveting: 5 Proven Benefits
- Welding is a great way to reduce weight in construction. The metal actually bonds together, so you don’t need any connecting hardware like rivets and gussets that add extra mass on top of your project.
- The perfect marriage of aesthetics and function can be found in our beautifully smooth yet strong welded architecture. We use Welding because it creates an elegant surface with no visible scars or imperfections that would create issues down the road for structural integrity.
- Welded joints are stronger than other types of construction because the material on both sides actually gets welded together.
- Welding is a great way to join metal pieces because it creates stronger bonds than riveting. Welds can withstand more forces and won’t break or crack as easily over time, so they’re an excellent choice for joining pipes or columns that need extra durability.
- It’s no secret that Welding is a fast and effective way to join metals. The process holds up better than other methods, which means less time spent on projects for your company or business if you need something quickly– Welding also has cost savings benefits.
Pros of Welding:
- The welded joint has high strength, sometimes more than the parent metal. The welded joint can’t be failed easily by using the same or less amount of material that is used in either piece of metal before Welding. When two different materials are welded, they produce a good quality weldment having their properties combined together, which is stronger and better than the two original pieces. Usually, the welded joint has more strength than the parent metal.
- Different materials can be welded like mild steel, stainless steel, alloy steel, and some other metals. So, various types of welding processes are required to produce different types of components made for meeting different needs in industries due to their high demand. Welding is an easy way to join metals together, and it is one of the most versatile joining processes. It joins metals in all directions, which other than welding processes can’t do.
- Easy to mass produce components and save material.
- Can make complex structures.
- There is no need for machining after Welding, which saves time and cost; also, the quality is more precise, and close tolerance can be achieved.
- It is suitable for high production and product liability reduction.
- It is suitable for large components, bulky parts, and high-quality requirements.
- Can produce heat-resistant materials such as alloy steel and stainless steel.
- The efficiency of Welding can be increased successfully by using robots or automatic systems to perform the task of Welding automatically in a short time.
Cons of Welding:
- Complex process.
- It is not suitable for a large sheet of metal.
- It is restricted by size. It makes it difficult to control the thickness of the material.
- Small items can be easily welded, but big items are more troublesome.
- For better results, experience in Welding is required. Heating and cooling may affect the quality of metal, so it is necessary for an expert person to do the process.
- Welding fumes are harmful, and it is necessary to use protective clothing and masks.
- Welding can cause sparks, and this may lead to a fire.
- It is not possible to weld some types of materials.
Types of Welding Joints in Pipe
The type of joints you choose to weld your steel pipeline will depend on the diameter, angle, or direction shift.
But if it’s not too complicated, then butt welds are usually sufficient for most applications as they provide a strong bond with less heat input than other types like fillet and flange welding can do but be mindful that this means there may also need more than one pass through depending upon what kind is used.
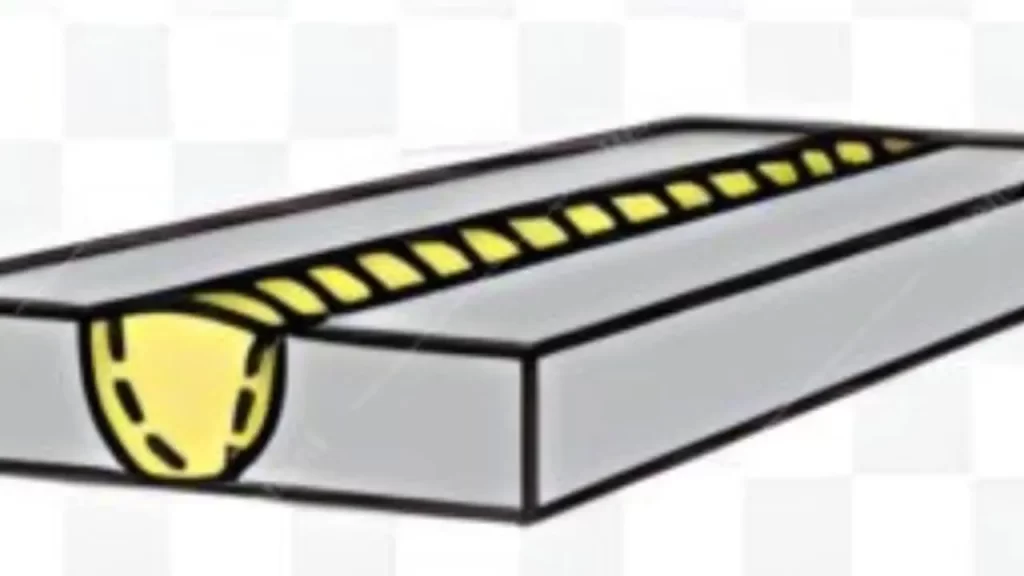
Butt Joints
When you need to join two pieces of pipe, there’s no better choice than the butt joint. The end-to-end connection can be made with either one whole piece or multiple smaller ones for added strength where it is needed most: at either end.
If your welds are thicker than three-sixteenths inches in diameter, then they will require a plain (or ungated) bevel angle; otherwise known as “compound” angles, these types have grooves cut into their surfaces which make packing away easier after construction has been completed while still providing good protection against water seepage through cracks between materials during installation.
You must conduct tests after completing the weld on each joint to ensure quality. Visual examination of your work will allow you to identify beginning and end defects, cracks, or undercut areas before they become too prevalent – ensuring greater efficiency for both yourself as well as those who follow in the production line.
Magnetic particle tests are one of the most commonly performed post-weld inspection methods, but an ultrasonic test can be done as soon as you have cooled down and it’s only needed on one side.
Fillet Joints
When joining two pipes with a single fillet joint, visual examination and MT testing are key for identifying any faults.
You should also perform an air test on the pocket created by overlapping welds to 40 psi in order to identify whether there may be leaks or other problems at this point before the installation finishes up.
If using double-fillets instead of just one will help catch issues like vacuum boxes failing due to shrinking sleeves applied around it during assembly operations too.
Flange Joints
When installing a valve, you add a gasket in between and tighten the bolts diagonally for even torque.
This is called flange welding or edge-welding because it creates an effect similar to that of welds on metal objects; however, these joints do not require binding heat as traditional Welding does.
If you don’t want the nuts to turn black in twenty-four hours, be sure there’s a thin coat of paint down underneath them and on top of any rust.
After checking that all your bolts are tight after 24 hours (and not too loose), give it another go.
After a weld has been completed and inspected, it should be covered with either shrink sleeve or corrosion protection tape to protect the joint.
Wrapping Up
Welding joints come in many different varieties, each with its own benefits and drawbacks. The right joint for the job depends on the materials being joined, the welding process, and the desired outcome.
This is a great article for anyone who is willing to learn this art. It talks about some great weld joint types, how you can apply them and how to get the best of them. Each profile has its uses and it’s own purpose to further your art expertise.
Choosing the wrong joint can lead to a weak weld, so it’s important to understand the different types available.
FAQs
Here are some frequently asked questions which can clear all the concepts of different types of welding joints.
What are some common welding joints?
A: Welding joints vary depending on the metal being worked with. According to Lincoln Electric, the most common welding joints include butt, corner, lap, and edge joints. Each can be either fillet or groove welded.
What Is The Hardest Metal To Weld?
For those new to Welding, aluminum is considered the hardest metal. It has a melting temperature that’s hard for beginners like me! The tricky part about it all?
It changes depending on what other metals are mixed in with yours – making determining exactly how hot you need your soldering tip or arc welder will be problematic without extensive experience.
What is the easiest welding joint to learn?
Joints are the foundation of any piece or project you’re working on. Tee, butt, and lap joints all have their pros and cons depending upon what your welding needs, maybe – but in general, they can get tricky if not done correctly.
What Are The Strongest Welding Joints?
Full-time welders will tell you that when it comes to the strongest joints, a tee or corner joint is by far your best bet. Arc welding will penetrate more deeply and create less chance of heat distortion than open-welding methods like Mig or TIG (these are just two examples).
“However,” they add, “it all depends on what kind of material you’re working with.” In other words: heavy-duty materials require an Open Weld Corner Joint while lightweight metals can use either type.
Are Welding Joints Permanent?
Definitely, That is why we welded those pieces of metal together. To make sure they cannot be pulled apart by hand or even with the most powerful tools on Earth.
The permanent joints created at such high temperatures mean that very little effort will ever succeed in trying to break this bond between two objects.
What is the weakest part of a weld joint?
By welding both sides of the joint, you can mitigate any weakness that may be present in your welds. This is important because it will prevent cracks from developing later on down the line.


")

 Regulation (392.7—392.9)!")
